

GB4806.15-2024食品接觸材料及制品黏合劑檢測內容及檢測報告
    | 更新時間 2025-01-01 07:00:00 價格 請來電詢價 檢測標準 GB4806.15-2024 報告用途 質量自控、市場監督、銷售 檢查周期 8-10工作日 聯系電話 13760668881 聯系手機 13760668881 聯系人 鄒工 立即詢價 |

詳細介紹
2024年3月12日,國家衛生健康委、市場監管總局聯合印發2024年第1號公告,發布47項新食品安全國家標準和6項修改單,其中包括1項食品接觸材料產品標準GB 4806.15-2024《食品安全國家標準 食品接觸材料及制品用黏合劑》,該標準是我國食品接觸用黏合劑專項標準,填補了市場上關于此類產品的管控空白。該標準的正式實施日期為2025年2月8日。
標準主要內容
范圍
標準的適用范圍為食品接觸材料及制品用黏合劑。
定義
食品接觸材料及制品用黏合劑,即食品接觸材料及制品中,通過物理或化學方式產生膠接作用的,直接或間接與食品接觸的材料。
分類
根據是否與食品直接接觸,食品接觸材料及制品用黏合劑可分為兩類:
1、直接接觸食品用黏合劑:用于食品接觸材料及制品的食品接觸面,預期直接與食品接觸的黏合劑。
2、間接接觸食品用黏合劑:用于食品接觸材料及制品的非食品接觸面,預期不與食品直接接觸,但其成分可能轉移到食品中的黏合劑。
原料要求
1、直接接觸食品用黏合劑基礎原料的使用應符合附錄 A 及相關公告的要求。間接接觸食品用黏合劑基礎原料的使用應符合附錄 A 、附錄 B 及相關公告的要求。
2、食品接觸材料及制品用黏合劑添加劑的使用應符合 GB9685 及相關公告的要求。直接接觸食品用黏合劑所使用的添加劑也可用于間接接觸食品用黏合劑。
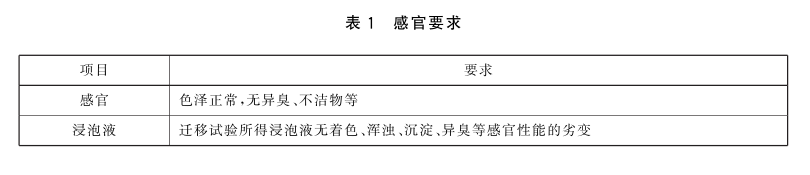
感官要求
通用理化指標

其他理化指標
1、食品接觸材料及制品用黏合劑應符合附錄 A 、附錄 B 及相關公告對基礎原料的特定遷移限量(SML )、特定遷移總量限量[ SML ( T )]、殘留量( QM )等理化指標的規定。
2、食品接觸材料及制品用黏合劑應符合 GB9685 及相關公告對添加劑的 SML 、 SML ( T )、 QM等理化指標的規定。
其它要求
遷移試驗
遷移試驗應按 GB31604.1 和 GB5009. 156 的規定執行,本標準有特殊規定的除外。
標簽標識
標簽標識應符合 GB4806. 1 的規定。
黏合劑產品應在標簽上標示產品類別(直接接觸食品用黏合劑、間接接觸食品用黏合劑)。
GB 4806.15-2024《食品安全國家標準 食品接觸材料及制品用黏合劑》已于2024年2月8日發布,有一年的過渡期,過渡期內食品接觸材料及制品用黏合劑生產企業應盡快學會通過配方設計、原料選擇、生產過程控制、產品信息傳遞等方式控制黏合劑產品的安全風險。食品接觸材料及制品用黏合劑使用企業應學會通過接縫和邊緣等包裝設計、增加有效阻隔層、固化過程控制、產品信息傳遞等方式控制來源于黏合劑的安全風險;在達到預期效果的情況下應盡可能減少黏合劑的使用量和殘留量。
========================================================
關于我們
我們杰信公司的總部實驗室是國家食品接觸材料檢測重點實驗室,是食品接觸材料及制品GB4806系列標準的制定者和參與者。我們總部實驗室可以接受企業的委托,做食品接觸材料及相關產品的檢測工作,包括但不限于食品包裝、餐具、廚具、食品加工機械、廚電產品、塑料、樹脂、橡膠、、金屬、合金、紙張、紙板、玻璃、陶瓷、瓷釉、著色劑、印刷油墨等等。期中包括此文說的GB4806.15標準,出具檢測報告。有需求的企業可以與我們聯系。
聯系人:鄒工

我們在服務
1、食品接觸材料合規與安全評估服務
1)產品全配方審核及合規性評價服務
2)產品安全風險評估服務
2、食品接觸材料相關測試
法規測試(GB 4806系列、相關行業及可降解標準等)
歐盟及其成員國法規測試
美國FDA 21 CFR和CPG法規測試
日本厚生省370公告測試(日本通關報告)
韓國法規測試(韓國通關報告)
臺灣地區法規測試
3、食品接觸材料新品種申報代理服務
新品種申報代理服務
4、食品接觸材料合規材料審核與編制服務
符合性聲明編制和審核服務
5、食品接觸材料咨詢和培訓服務
食品接觸材料法規咨詢及培訓服務
食品接觸材料檢測技術咨詢及培訓服務
==============================================================
相關資訊
增加了“食品接觸用復合材料及制品”的定義。
-由不同材質或相同材質材料通過黏合、熱熔或其他方式復合而成的兩層或兩層以上的食品接觸材料及制品
增加了原料要求
-各層材料及其使用的基礎樹脂、添加劑及其他原料應符合相應食品安全國家標準及相關公告的規定
增加了感官要求
-應符合直接接觸食品層材料相應的食品安全國家標準中對感官要求的規定
GB4806.13主要修訂內容包括
1.標準名稱:改為《食品安全國家標準食品接觸用復合材料及制品》
2.適用范圍:擴大適用范圍為各類食品接觸用復合材料及制品。
3.術語和定義:增加食品接觸用復合材料及制品術語和定義。
4.技術要求:a.原料要求:樹脂:新增基礎樹脂、添加劑及其他原料要求b.感官要求:修改感官要求符合直接接觸食品層的要求c.理化指標:通用理化指標:符合各層通用理化指標,其中總遷移量高錳酸鉀消耗量、重金屬(以Pb計)和脫色試驗按直接接觸層執行;其他理化指標:新增特定遷移限量等理化指標的規定,新增對涂料、油墨和(或)黏合劑的相關規定。d.其他技術要求:增加涂料、油墨和(或)黏合劑的相關標準規定。e.微生物限量:新增微生物限量要求。
5.其他:遷移實驗按GB31604.1和GB5009.156執行;標簽標識符合GB4806.1的規定;特殊要求:應按由外層到直接接觸食品層的順序標示各材質類別,以斜杠隔開,包括黏合劑、涂層和油墨等。產品信息中應標示特殊使用要求。
7、增加了標簽標識要求
(1)為確保與框架性標準的協調,復合材料及制品的標簽標識應符合GB 4806.1的要求。
(2)采納行業意見,產品標簽上由從外層到內層(食品直接接觸層)的順序標示材質名稱,包括油墨、黏合劑和涂層,用斜杠“/”區分。具體各層材質的標示方式按照相應食品安全國家標準的規定執行。
(3)當食品接觸用復合材料有特殊的使用要求時,應在產品信息中標識。
行業資訊
pvc墻板局部凸凹不平。一般墻板局部的凸凹不平主要出在定型模的真空定型段。如真空度不夠,或是定型模冷卻水不夠,調整辦法為加大該局部的冷卻水量,通過水封來提高真空度,來加快墻板制品冷卻速度。如果該局部水開到了還不平,那就將定型模拆下來清理其真空氣路。墻板整體表面不光滑原因是模具的整體溫度過高或擠出機主機真空泵工作不正常,調法:把模具的溫度整體降低幾度或清理擠出機真空泵。墻板裂筋,看是否墻板有破損進水的情況發生,或者配方中潤滑劑的含量偏高,或者使用了比較劣質的穩定劑。
VS45還解決了在錯誤的樣品區域上測得錯誤數據這一問題。VS45的LineofSightTM樣品可視技術和:ctiveVisualTargetingTM動態可視功能可在樣品上投射一個直徑為6mm(1/4英寸)或12mm(1/2英寸)的光環用以鎖定目標測量區域,如此,技術員便可方便快捷地對樣品進行。除了準確鎖定樣品的目標測量區域這一功能,VS45還具有先進的光學鏡片和傳感器,可測量樣品的光澤和色澤。
Exjection技術Exjection技術特別適於定長并在端面具有局部特殊結構的制件。注塑技術在一個制造周期中生產的較長型塑件,可被設計得在任何空間方向上都具有很大自由度,并可被調整以滿足需求,可具有筋條、固定部件和或多或少任何類型的表面構造。對注塑件長度有著物理和經濟上的限制:在被冷卻的模具中,熔融材料的粘度有限,使得除針對疊層注塑、壓花或極高注射壓力而做額外的努力外,很難在一個很長流道末端避免凹痕和表面缺陷。
標準主要內容
范圍
標準的適用范圍為食品接觸材料及制品用黏合劑。
定義
食品接觸材料及制品用黏合劑,即食品接觸材料及制品中,通過物理或化學方式產生膠接作用的,直接或間接與食品接觸的材料。
分類
根據是否與食品直接接觸,食品接觸材料及制品用黏合劑可分為兩類:
1、直接接觸食品用黏合劑:用于食品接觸材料及制品的食品接觸面,預期直接與食品接觸的黏合劑。
2、間接接觸食品用黏合劑:用于食品接觸材料及制品的非食品接觸面,預期不與食品直接接觸,但其成分可能轉移到食品中的黏合劑。
原料要求
1、直接接觸食品用黏合劑基礎原料的使用應符合附錄 A 及相關公告的要求。間接接觸食品用黏合劑基礎原料的使用應符合附錄 A 、附錄 B 及相關公告的要求。
2、食品接觸材料及制品用黏合劑添加劑的使用應符合 GB9685 及相關公告的要求。直接接觸食品用黏合劑所使用的添加劑也可用于間接接觸食品用黏合劑。
感官要求
通用理化指標
其他理化指標
1、食品接觸材料及制品用黏合劑應符合附錄 A 、附錄 B 及相關公告對基礎原料的特定遷移限量(SML )、特定遷移總量限量[ SML ( T )]、殘留量( QM )等理化指標的規定。
2、食品接觸材料及制品用黏合劑應符合 GB9685 及相關公告對添加劑的 SML 、 SML ( T )、 QM等理化指標的規定。
其它要求
遷移試驗
遷移試驗應按 GB31604.1 和 GB5009. 156 的規定執行,本標準有特殊規定的除外。
標簽標識
標簽標識應符合 GB4806. 1 的規定。
黏合劑產品應在標簽上標示產品類別(直接接觸食品用黏合劑、間接接觸食品用黏合劑)。
GB 4806.15-2024《食品安全國家標準 食品接觸材料及制品用黏合劑》已于2024年2月8日發布,有一年的過渡期,過渡期內食品接觸材料及制品用黏合劑生產企業應盡快學會通過配方設計、原料選擇、生產過程控制、產品信息傳遞等方式控制黏合劑產品的安全風險。食品接觸材料及制品用黏合劑使用企業應學會通過接縫和邊緣等包裝設計、增加有效阻隔層、固化過程控制、產品信息傳遞等方式控制來源于黏合劑的安全風險;在達到預期效果的情況下應盡可能減少黏合劑的使用量和殘留量。
========================================================
關于我們
我們杰信公司的總部實驗室是國家食品接觸材料檢測重點實驗室,是食品接觸材料及制品GB4806系列標準的制定者和參與者。我們總部實驗室可以接受企業的委托,做食品接觸材料及相關產品的檢測工作,包括但不限于食品包裝、餐具、廚具、食品加工機械、廚電產品、塑料、樹脂、橡膠、、金屬、合金、紙張、紙板、玻璃、陶瓷、瓷釉、著色劑、印刷油墨等等。期中包括此文說的GB4806.15標準,出具檢測報告。有需求的企業可以與我們聯系。
聯系人:鄒工
我們在服務
1、食品接觸材料合規與安全評估服務
1)產品全配方審核及合規性評價服務
2)產品安全風險評估服務
2、食品接觸材料相關測試
法規測試(GB 4806系列、相關行業及可降解標準等)
歐盟及其成員國法規測試
美國FDA 21 CFR和CPG法規測試
日本厚生省370公告測試(日本通關報告)
韓國法規測試(韓國通關報告)
臺灣地區法規測試
3、食品接觸材料新品種申報代理服務
新品種申報代理服務
4、食品接觸材料合規材料審核與編制服務
符合性聲明編制和審核服務
5、食品接觸材料咨詢和培訓服務
食品接觸材料法規咨詢及培訓服務
食品接觸材料檢測技術咨詢及培訓服務
==============================================================
相關資訊
增加了“食品接觸用復合材料及制品”的定義。
-由不同材質或相同材質材料通過黏合、熱熔或其他方式復合而成的兩層或兩層以上的食品接觸材料及制品
增加了原料要求
-各層材料及其使用的基礎樹脂、添加劑及其他原料應符合相應食品安全國家標準及相關公告的規定
增加了感官要求
-應符合直接接觸食品層材料相應的食品安全國家標準中對感官要求的規定
GB4806.13主要修訂內容包括
1.標準名稱:改為《食品安全國家標準食品接觸用復合材料及制品》
2.適用范圍:擴大適用范圍為各類食品接觸用復合材料及制品。
3.術語和定義:增加食品接觸用復合材料及制品術語和定義。
4.技術要求:a.原料要求:樹脂:新增基礎樹脂、添加劑及其他原料要求b.感官要求:修改感官要求符合直接接觸食品層的要求c.理化指標:通用理化指標:符合各層通用理化指標,其中總遷移量高錳酸鉀消耗量、重金屬(以Pb計)和脫色試驗按直接接觸層執行;其他理化指標:新增特定遷移限量等理化指標的規定,新增對涂料、油墨和(或)黏合劑的相關規定。d.其他技術要求:增加涂料、油墨和(或)黏合劑的相關標準規定。e.微生物限量:新增微生物限量要求。
5.其他:遷移實驗按GB31604.1和GB5009.156執行;標簽標識符合GB4806.1的規定;特殊要求:應按由外層到直接接觸食品層的順序標示各材質類別,以斜杠隔開,包括黏合劑、涂層和油墨等。產品信息中應標示特殊使用要求。
7、增加了標簽標識要求
(1)為確保與框架性標準的協調,復合材料及制品的標簽標識應符合GB 4806.1的要求。
(2)采納行業意見,產品標簽上由從外層到內層(食品直接接觸層)的順序標示材質名稱,包括油墨、黏合劑和涂層,用斜杠“/”區分。具體各層材質的標示方式按照相應食品安全國家標準的規定執行。
(3)當食品接觸用復合材料有特殊的使用要求時,應在產品信息中標識。
行業資訊
pvc墻板局部凸凹不平。一般墻板局部的凸凹不平主要出在定型模的真空定型段。如真空度不夠,或是定型模冷卻水不夠,調整辦法為加大該局部的冷卻水量,通過水封來提高真空度,來加快墻板制品冷卻速度。如果該局部水開到了還不平,那就將定型模拆下來清理其真空氣路。墻板整體表面不光滑原因是模具的整體溫度過高或擠出機主機真空泵工作不正常,調法:把模具的溫度整體降低幾度或清理擠出機真空泵。墻板裂筋,看是否墻板有破損進水的情況發生,或者配方中潤滑劑的含量偏高,或者使用了比較劣質的穩定劑。
VS45還解決了在錯誤的樣品區域上測得錯誤數據這一問題。VS45的LineofSightTM樣品可視技術和:ctiveVisualTargetingTM動態可視功能可在樣品上投射一個直徑為6mm(1/4英寸)或12mm(1/2英寸)的光環用以鎖定目標測量區域,如此,技術員便可方便快捷地對樣品進行。除了準確鎖定樣品的目標測量區域這一功能,VS45還具有先進的光學鏡片和傳感器,可測量樣品的光澤和色澤。
Exjection技術Exjection技術特別適於定長并在端面具有局部特殊結構的制件。注塑技術在一個制造周期中生產的較長型塑件,可被設計得在任何空間方向上都具有很大自由度,并可被調整以滿足需求,可具有筋條、固定部件和或多或少任何類型的表面構造。對注塑件長度有著物理和經濟上的限制:在被冷卻的模具中,熔融材料的粘度有限,使得除針對疊層注塑、壓花或極高注射壓力而做額外的努力外,很難在一個很長流道末端避免凹痕和表面缺陷。
相關產品
 請聯系我們詢價
請聯系我們詢價- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
產品分類
聯系方式
- 電 話:13760668881
- 銷售工程師:鄒工
- 手 機:13760668881
- 微 信:13760668881








